- Почему важно знать, как производится утеплитель?
- Подготовка сырья (шихта)
- Плавление и формование волокон
- Формовка цилиндров
- Намотка ваты на форму
- Прессование и закрепление формы
- Автоматизация процесса — контроль качества
- Каширование фольгой (опционально)
- Остывание, упаковка и тестирование
Технология производства минераловатных цилиндров сочетает инженерную точность, химическую науку и автоматизированное управление. Каждый этап — от подбора сырья до упаковки — влияет на качество конечного продукта. Современные заводы применяют энергоэффективные печи, роботизированные линии намотки, инновационное оборудование, автоматический контроль параметров, что позволяет выпускать различные изделия, соответствующие строгим международным стандартам. Именно поэтому цилиндры из базальтовой ваты считаются одним из самых надежных, безопасных и долговечных видов теплоизоляции для трубопроводов — от бытовых систем в частных домах до промышленных магистралей.
Почему важно знать, как производится утеплитель?
Знание технологии производства теплоизоляционных материалов — плит, матов, скорлуп — важно для специалистов, а также для заказчиков, монтажников, проектировщиков. Понимание процесса изготовления помогает оценить качество, надежность, соответствие утеплителя требованиям эксплуатации.
Минераловатные цилиндры применяются для теплоизоляции трубопроводов в системах отопления, вентиляции, горячего или холодного водоснабжения, а также в промышленности. Изолятор должен выдерживать высокие температуры, влажность, механические нагрузки, сохраняя при этом низкий коэффициент теплопроводности и высокие эксплуатационные свойства.
Когда известно, как именно производится материал, легче определить, какие продукты действительно долговечны и безопасны. Например, правильно сплавленные волокна обеспечивают равномерную структуру без пустот, а точная дозировка связующего влияет на прочность, влагостойкость, стабильность формы при нагреве.
Таким образом, знание технологии — это ключ к осознанному выбору утеплителя, который прослужит десятилетия, обеспечивая минимальные теплопотери.
Подготовка сырья (шихта)
Производство минераловатных цилиндров начинается с подготовки шихты — смеси натуральных минеральных пород и добавок.
Основными компонентами служат:
- базальт,
- диабаз,
- габбро,
- известняк,
- доломит,
- доменные шлаки (иногда).
Каждая порода играет свою роль: базальт придает термостойкость, доломит улучшает структуру волокна, а известняк обеспечивает стабильность химического состава.
Сырье тщательно измельчают в дробилках до однородной фракции и высушивают. После этого на дозирующих установках компоненты взвешиваются, смешиваются в заданных пропорциях, формируя готовую шихту.
Точная рецептура — одно из важнейших условий. Если нарушить баланс, в дальнейшем волокно получится хрупким или, наоборот, чрезмерно вязким, что ухудшит изоляционные характеристики.
Наша компания не использует вторичное сырье, потому что непредсказуемый химический состав и возможные примеси могут представлять опасность для человека и окружающей среды, а также нарушают технологию плавления. Это приводит к производству неоднородного и хрупкого волокна, которое снижает прочность и долговечность теплоизоляции. Гарантировать высокие эксплуатационные свойства продукции можно лишь при условии использования чистого первичного сырья с постоянным составом.
Плавление и формование волокон
Шихта поступает в плавильную печь, где при температуре около 1450–1550 °C превращается в однородный расплав. Процесс плавления требует постоянного контроля: важно достичь нужной температуры, а также обеспечить равномерность состава расплава.
Расплавленная масса через систему лотков подается в волокнообразующую установку — обычно это быстро вращающиеся центрифуги или барабаны. Под действием центробежной силы и потока воздуха расплав растягивается в тонкие волокна толщиной всего 3–10 микрон.
В момент волокнообразования на материал подаются связующие смолы (фенолформальдегидные или акриловые), а также гидрофобизаторы, предотвращающие впитывание влаги.
На этом этапе задаются ключевые параметры будущей изоляции — прочность, влагостойкость, эластичность, термостойкость.


Формовка цилиндров
Полученные волокна поступают в камеру осаждения, где из хаотического потока образуется равномерный слой минеральной ваты. На этом этапе регулируется толщина, плотность материала, а также направление волокон — именно оно влияет на механическую прочность цилиндра, его способность удерживать форму при нагреве.
Формирование цилиндров на основе каменной ваты может проходить по двум технологиям:
- Непрерывная линия.
Вата формуется в длинный пласт, из которого затем вырезаются заготовки.
- Дискретная намотка.
Материал сразу подается на вращающуюся форму.
В обоих случаях крайне важно обеспечить однородность структуры: даже незначительные включения или перепады плотности приводят к ухудшению технических характеристик.
Намотка ваты на форму
На линии намотки минеральная вата поступает на вращающийся цилиндрический сердечник, соответствующий внутреннему диаметру будущего изделия. С помощью автоматической подачи и регулируемой скорости вращения формируется равномерный слой определенной толщины.
От точности намотки зависит внешний вид, а также плотность прилегания утеплителя к трубе при монтаже.
Современные линии позволяют точно регулировать плотность наматываемого слоя, используя различные схемы намотки — продольную, спиральную или комбинированную. При этом минимизируются внутренние напряжения в структуре, что повышает стабильность цилиндра при температурных колебаниях.
Иногда на этом этапе выполняется предварительная фиксация связующим для удобства дальнейшего прессования и обработки.
Прессование и закрепление формы
Намотанная заготовка передается в пресс-секцию, где цилиндр уплотняется до требуемой плотности. После прессования материал направляется в термокамеру отверждения. Здесь при температуре 180–220 °C происходит полимеризация связующего: смолы переходят в твердое состояние, прочно склеивая волокна.
Этот этап делает цилиндр прочным, устойчивым к деформации. После термообработки изделие сохраняет форму даже при нагреве до 400 °C и выше.
На линии осуществляется автоматический контроль температуры, времени выдержки, влажности — параметры должны быть стабильными, иначе прочность материала снизится.
После выхода из печи цилиндры проходят вторичное калибрование, чтобы гарантировать идеальную геометрию внутреннего и внешнего диаметра.
Автоматизация процесса — контроль качества
Производство современных минераловатных цилиндров максимально автоматизировано. Датчики, системы контроля в реальном времени измеряют температуру плавления, скорость вращения центрифуг, расход связующего, толщину волокна, плотность готового слоя.
Информация поступает в систему управления, где при малейшем отклонении параметры автоматически корректируются.
После формовки и термообработки цилиндры проходят лабораторные испытания:
- Проверка коэффициента теплопроводности.
- Определение плотности, прочности на сжатие.
- Измерение влагопоглощения.
- Тестирование химической стойкости, температурной стабильности.
Также проводится визуальный контроль поверхности: наличие расслоений, трещин или неоднородностей недопустимо.
Только после проверки партия допускается к дальнейшим операциям.
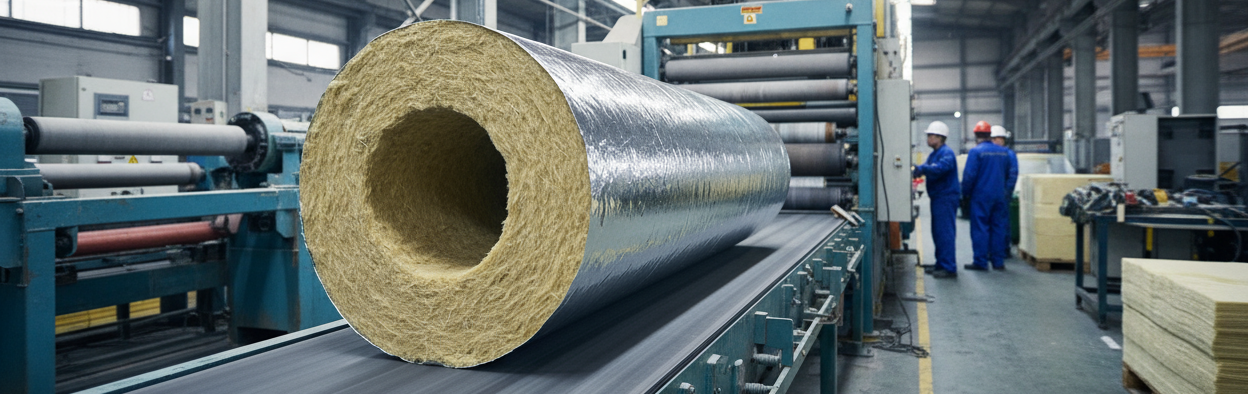
Каширование фольгой (опционально)
Многие цилиндры дополнительно кашируются алюминиевой фольгой или армированным стеклохолстом. Эта операция выполняется на отдельной автоматической линии. Фольга приклеивается термостойким клеем с высокой адгезией, а стыки проклеиваются алюминиевым скотчем для герметичности.
Такое покрытие выполняет несколько функций:
- отражает до 95 % теплового излучения, снижая потери тепла;
- защищает цилиндр от влаги, механических повреждений, ультрафиолета;
- придает изделию аккуратный внешний вид, особенно важный при открытой прокладке трубопроводов;
- облегчает санитарную очистку в пищевой, фармацевтической промышленности.
Фольгированные цилиндры востребованы при монтаже систем горячего водоснабжения, вентиляции, наружных трубопроводов, где важна защита от погодных факторов.
Остывание, упаковка и тестирование
После термообработки и, при необходимости, каширования изделия проходят естественное остывание. Это необходимо, чтобы стабилизировать внутренние напряжения, предотвратить деформации при хранении.
Остывшие цилиндры сортируются по диаметру, толщине, типу покрытия.
Перед упаковкой продукция проходит финальные испытания:
- измерение геометрических параметров;
- контроль плотности;
- проверку прочности клеевого слоя (для фольгированных вариантов).
Далее изделия, соответствующие ГОСТу, упаковываются в полиэтиленовую термоусадочную пленку или картонные коробки, защищающие от влаги и пыли при транспортировке.
Партии маркируются, оформляются паспорта качества, готовятся к отправке заказчику.